


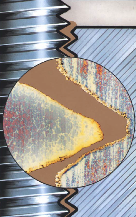
Причины заедания при сборке и разборке
Нержавеющие стали, в том числе наиболее часто используемые для крепежных изделий (болтов, винтов, шпилек и гаек) стали А2-70 и А4-80, отличаются низким пределом текучести и высоким коэффициентом трения. Поэтому образование задиров на витках резьбы может произойти уже при сравнительно невысоких нагрузках, в несколько раз меньших, чем для обычных конструкционных сталей. При сборке и разборке соединения зачастую происходит схватывание, пластическая деформация витков и заклинивание на поврежденном участке.

Как решитьпроблему
Для предотвращения повреждения нержавеющего крепежа при сборке и разборке необходимо применять специальные резьбовые пасты. Они наносятся на поверхность резьбы болта и торцевую поверхность гайки с помощью кисти или путем распыления из аэрозольного баллона. Пасты за счет высокого содержания твердых смазок образуют эффективный разделительный слой между контактирующими металлическими поверхностями. Такой слой способен выдерживать значительные нагрузки, не нарушая своей сплошности. Защитный слой пасты остаётся эффективным после продолжительного простоя узла и позволяет при необходимости без повреждений разобрать резьбовое соединение с использованием стандартного инструмента.


Какую резьбовую пасту выбрать
Резьбовая паста Molykote1000 изготовлена на основе минерального масла, высокодисперсного медно-графитового порошка и присадок. Molykote1000 обеспечивает затяжку соединения без повреждения. Стабильный коэффициент закручивания позволяет точно контролировать усилие натяжения болтов. Molykote 1000 устойчива к смыванию и агрессивному воздействию окружающей среды, эффективна до +650°С.
Для более высоких рабочих температур рекомендуется использовать пасты со специальными особо термостойкими компонентами – Molykote P-37 (до +1400 °С) и Molykote P-74 (до +1500 °С).
Резьбовая паста Molykote P-1900 изготовлена на основе минерального масла и белых твердых смазок, не имеет запаха и вкуса, не содержит вредных веществ. Ее ингредиенты соответствуют списку одобренных для применения в пищевой промышленности 21 CFR 178.3750. Molykote P-1900 имеет пищевой допуск NSF H1 и может применяться на тех участках пищевых производств, где возможен ее случайный контакт с продуктами питания. Работает до +300 °С.
Показатель | Molykote 1000 | Molykote P-37 | Molykote P-74 | Molykote P-1900 | |
Цвет |
Коричневый |
Серо-черный |
Серо-черный |
Белый | |
Базовое масло | Минеральное | Полу-синтетическое | Синтетическое | Минеральное | |
Твердые смазочные материалы | Графит, медь | Диоксид циркония | Графит, специальные | Белые твердые смазки | |
Верхний предел рабочих температур, °С | +650 | +1400 | +1500 | +300 | |
Несущая способность (нагрузка сваривания по DIN 51350 pt. 4), H | 4800 | 4400 | 4800 | 3200 | |
Особые свойства | Высокая несущая способность | Высокая термостойкость | Высокая термостойкость | Пищевой допуск NSF H1 | |
Упаковки | 100 г тюбик | + | |||
250 г банка | + | ||||
400 г картридж | + | ||||
400 мл спрей | + | ||||
500 г банка | + | + | |||
1 кг банка | + | + | + | ||
25 кг ведро | + | + | + | + | |
180 кг бочка | + | + | |||



Результат
Испытания болткомплектов в ЦНИИПСК им. Мельникова и практика эксплуатации нержавеющего крепежа подтвердили, что указанные резьбовые пасты Molykote эффективно защищают резьбовое соединение от схватывания в процессе затяжки вплоть до нагрузок, сравнимых с прочностью материала болта.
Применение паст также позволяет снизить и стабилизировать трение в резьбовом соединении. Экспериментально подтверждено снижение коэффициента закручивания с K з =0,26-0,29 до K з =0,18-0,22.
Технология сборки резьбовых соединений с применением резьбовых паст Molykote экономична, поскольку позволяет избежать затрат на демонтаж крепежа путем резки, свести к минимуму число отказов, снизить трудоемкость и затраты на обслуживание в целом.
Результаты испытаний паст Molykote на нержавеющем крепеже рассмотрены в статье, размещенной в разделе "Пресса о нас "
